铂金丝焊接有哪些挑战?
传感器精密焊接技术突破:铂金丝键合工艺优化
传感器作为物联网、智能汽车的核心元件,其焊接工艺需满足高精度、低热损伤、高可靠性三大核心需求:
医疗传感器:需符合ISO 13485医疗器械质量管理体系,焊点需通过生物兼容性测试(如细胞毒性≤0.25EU/ml)。
汽车MEMS传感器:耐高温(-40℃~150℃)、抗振动(>20G加速度),要求焊点抗拉强度≥5gf。
工业传感器:长期稳定性(>10万小时)与抗疲劳性(循环温度测试>5000次)。
一、行业痛点:
铂金丝熔点高(1772℃),传统焊接易导致材料氧化或热损伤。
微型化趋势(线径<25μm)对焊接精度提出更高要求(±0.01mm)。
二、江苏弗沃丁智能铂金丝键合精密点焊机核心技术
1. 工艺流程与参数控制
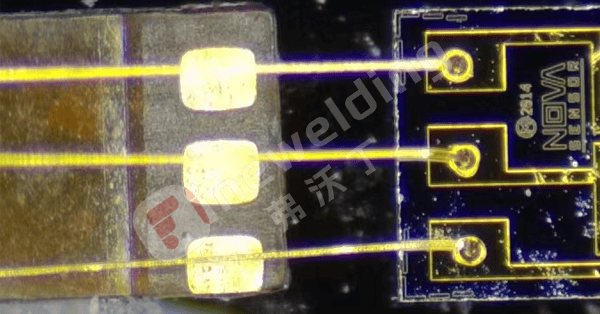
铂金丝焊接:
电阻焊工艺:利用接触电阻发热熔化金属,适用于异种材料焊接(如铂金丝与铜柱脚)。
参数优化:电流10-50A,时间10-50ms,压力0.1-0.5N,确保焊点无虚焊。
江苏弗沃丁智能装备有限公司精密焊接机特点:
1、可焊接线径0.012-0.3mm范围内的金丝,铂金丝,镍铬丝,钨丝等;
2、焊接电源采用高频式触摸屏点焊电源,响应速度快;
3、设备具有多种故障诊断及监控功能,且具有多项产品焊接参数传输及保存功能;
4、焊接机构采用轻压力杠杆机构,可调节精度为1g,保证焊接品质;
5、忽略工件高度变化,压力保持不变;
6、带有CCD放大影像,方便观察及操作。
2. 设备与材料选型
设备要求:
高频点焊机:如弗沃丁FW-1000HF(电流精度±1%,支持微压力控制)。
自动化产线:集成CCD视觉定位(精度±0.005mm),实现24小时连续生产。
材料选择:
铂金丝:添加铍(增强延展性),线径0.8-1.2mil,熔点1772℃。
焊盘材料:镀金陶瓷基底(抗氧化性提升30%)。
3. 质量检测标准
推拉力测试:医疗传感器焊点断裂力≥3gf,残留率≥40%.
汽车传感器焊点抗拉强度≥5gf,标准偏差≤1.5gf。
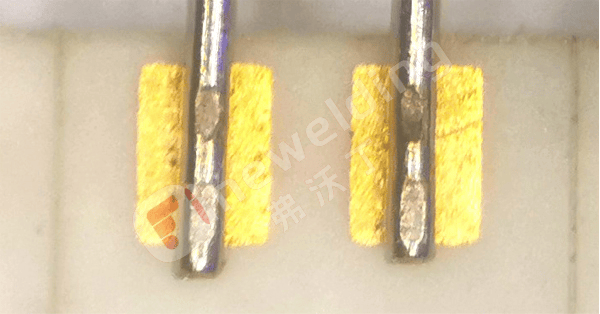
焊点形貌:
铂金丝焊点根部直径≈2.8倍线径时强度更适合,颈部无塌陷(高度比1:2)。
三、行业应用案例与解决方案
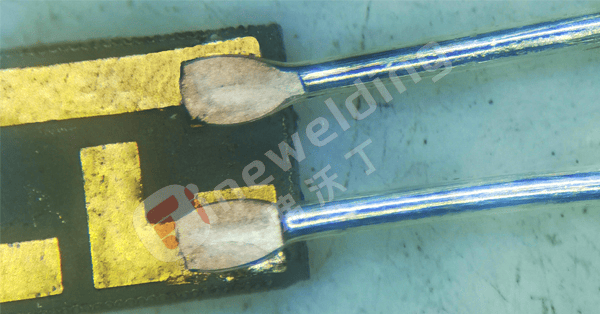
1. 医疗传感器焊接
案例:心脏起搏器导线焊接(铂金丝直径0.02mm)。
方案:
微压力机构:压力控制精度±0.1g,减少线材应力。
CCD辅助定位:实时监控焊点位置,偏差≤0.005mm。
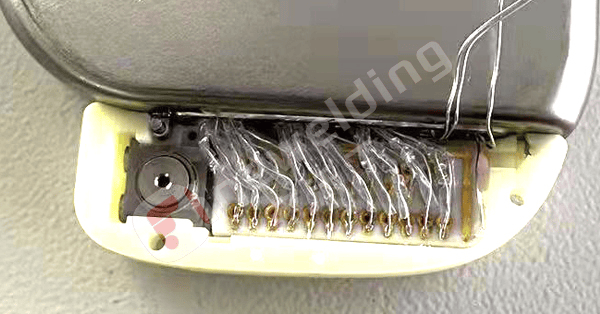
2. 汽车MEMS压力传感器
挑战:发动机舱高温(125℃)导致焊点蠕变。
铂金丝替代金丝:耐温性提升至200℃。
键合压力增加至45g:微压力机构:压力控制精度±0.1g,减少线材应力。
CCD辅助定位:实时监控焊点位置,偏差≤0.005mm。
3. 工业振动传感器。
四、技术趋势与选型建议
材料创新:
开发铂铱合金(Pt-Ir 90:10),抗拉强度提升至15gf,成本降低20%。
工艺智能化:
AI视觉检测:实时监控焊点质量(缺陷识别率>99%),调整参数。
绿色制造:
无铅焊料(SAC305)替代传统含铅工艺,符合RoHS标准。
高性价比方案:江苏弗沃丁智能装备有限公司铂金丝键合激光锡球焊接机,AOI检测系统。
高端需求方案:铂金丝激光锡球焊接,采用激光锡球焊接,非接触,避免对焊盘损伤;锡球大小一致性高,。
五、挑战与应对策略
挑战1:微型线材易断裂
解决方案:采用微压力机构(压力控制精度±0.1g),减少线材应力。
挑战2:异种材料热膨胀系数差异
解决方案:中间退火处理(400-700℃),提升延展性。
铂金丝键合与精密点焊工艺正推动传感器行业向高精度、高可靠性、智能化方向发展。企业需结合工艺优化(如参数正交试验)、设备升级(自动化点焊机)及标准制定(如GJB548B),应对医疗、汽车等领域的严苛需求。未来,随着MEMS传感器市场爆发,焊接技术将向微米级精度、绿色化深度演进。
弗沃丁智能秉承“焊接穿透场景,智能驱动制造”的经营理念,持续提升产品性能与工艺水平,以满足客户对焊接质量和生产效率的严苛要求。我们以先进的技术、可靠的装备和完善的服务,成为客户值得信赖的高精密智能装备合作伙伴。
立即联系我们,获取免费焊接工艺测试与专属解决方案!让我们的专业工程师团队为您的产品匹配更合适的焊接设备,助力您的生产制造迈向新高度。